![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
|
|
|
Making Teflon Stick (This article appeared in Invention & Technology magazine, Summer 2000 www.americanheritage.com and I highly recommend the magazine
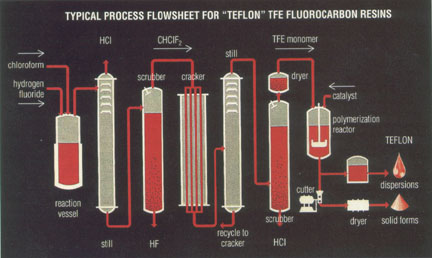
One of the most versatile and familiar products of American chemical engineering, Teflon, was discovered by accident. There are many such tales to be found in the history of industrial chemistry, from vulcanized rubber to saccharin to Post-Its, all of which were stumbled upon by researchers looking for other things. So common, in fact, are unplanned discoveries of this sort that one might expect would-be inventors to simply mix random chemicals all day long until they come up with something valuable. Yet the circumstances behind the Teflon story show how each step along the way drew on the skills and talents of workers who were trained to nurture such discoveries and take them from the laboratory to the market. Teflon was developed at Du Pont, the source of many twentieth-century chemical innovations. It came about as a byproduct of the firm’s involvement with refrigerants. In the early 1930s a pair of General Motors chemists, A. L. Henne and Thomas Midgley, brought samples of two compounds to the Jackson Laboratory at Du Pont’s Chambers Works in Deepwater, New Jersey. The compounds, called Freon 11 and Freon 12, were chlorofluorocarbons (CFCs)—hydrocarbons in which some or all of the hydrogen was replaced with chlorine or fluorine. GM’s research laboratories had developed the family of Freons for its Frigidaire division, which made refrigeration equipment. They were meant to replace existing refrigerants such as ammonia, sulfur dioxide, and propane, which were less efficient than Freons and either too poisonous or too explosive for residential use. Having made the basic discovery, GM teamed up with Du Pont to take advantage of the latter’s expertise in manufacturing and research and development. The two companies formed a joint venture called Kinetic Chemicals, which by the mid-1930s had isolated and tested a wide range of CFCs and put the most promising ones into mass production. The best seller was refrigerant 114 (later called Freon 114), or retrafluorodichloroethane (CF2ClCF2Cl). Kinetic had agreed to reserve its entire output of Freon 114 for Frigidaire, so in the late 1930s Du Pont was looking for an equally effective refrigerant that it could sell to other manufacturers. One of the chemists assigned to this project was the 27-year-old Roy J. Plunkett, who had been hired in 1936 after completing his doctorate at Ohio State University. Plunkett was working on a new CFC that he hoped would be a good refrigerant. He synthesized it by reacting tetrafluoroethylene (TFE), a gas at room conditions, with hydrochloric acid. To further this research, Plunkett and his assistant, Jack Rebok, prepared 100 pounds of TFE and stored it in pressure cylinders, to be dispensed as needed. To prevent an explosion or rupture of the cylinder, they kept the canisters in dry ice. On the morning of April 6, 1938, Rebok connected a canister of TFE to the reaction apparatus he and Plunkett had been using. His standard procedure was to release some TFE into a heated chamber and then spray in hydrochloric acid, but this time, when he opened the valve on the TFE container, nothing came out. A cursory examination did not reveal anything wrong with the valve. Had the gas somehow leaked out? Rebok and Plunkett weighed the cylinder and discovered that most of the gas was still inside. They fiddled with the valve some more, even using a wire to unclog it, but nothing happened.
A frustrated Plunkett removed the valve completely, turned the canister upside down, and shook it. Some flecks of white powder floated out. Plunkett and Rebok sawed open several of the storage canisters and found that their interior walls were lined with a smooth, waxy white coating. In his lab notebook Plunkett wrote, “A white solid material was obtained, which was supposed to be a polymerized product.” This entry shows that he instantly understood what had occurred, even though it was generally believed at the time that a chlorinated or fluorinated ethylene could not be polymerized because previous attempts to do so had failed. Something about the combination of pressure and temperature had forced the TFE molecules to join together in long chains, and the resulting compound turned out to have a most interesting set of properties. Two days later Plunkett noted some additional characteristics of the intriguing substance: “It is thermoplastic, melts at a temperature approaching red heat, and boils away. It burns without residue; the decompositive products etch glass.” He also observed that it was insoluble in cold and hot water, acetone, Freon 113, ether, petroleum ether, alcohol, pyridine, toluene ethyl acetate, concentrated sulfuric acid, glacial acetic acid, nitrobenzene, isoanyl alcohol, ortho dichlorobenzene, sodium hydroxide, and concentrated nitric acid. Further tests showed that the substance did not char or melt when exposed to a soldering iron or an electric arc. Moisture did not cause it to rot or swell, prolonged exposure to sunlight did not degrade it, and it was impervious to mold and fungus. Plunkett’s next step was to duplicate the conditions that had produced the first batch of polymerized tetrafluoroethylene (PTFE). After experimentation he succeeded in re-creating what had occurred by chance inside the canisters. On July 1, 1939, he applied for a patent (which he assigned to Kinetic Chemicals) on tetrafluoroethylene polymers. The patent was granted in 1941. The patent application ended Plunkett’s involvement with his discovery, since at that point the problem shifted from fluorine chemistry, which was his area of expertise, to polymer chemistry and process development. Plunkett was named chemical supervisor of Du Pont’s tetraethyl lead plant and stayed with Du Pont in various positions until his retirement in 1975; he was inducted into the National Inventors Hall of Fame in 1985 and died in 1994. For about three years Du Pont’s organic chemicals department experimented with ways to produce IFE, also known as TFE monomer, which was the raw material for PTFE. Plunkett and Rebok had produced small batches for laboratory use, but if PTFE was ever going to find a practical use and be produced commercially, the company would have to find a way to turn out TFE monomer in industrial quantities. When the organic group came up with a promising method, Du Pont’s central research and development department began looking into possible polymerization processes. Spontaneous polymerization of TFE can lead to explosive reactions because heat is released in the process, so it had to be carefully controlled. Experiments by the chemist Robert M. Joyce soon led to a feasible but costly procedure. Meanwhile, Du Pont’s applications group began identifying the properties of PTFE that would be useful in industry, such as its resistance to electric currents and to most chemical reactions. Then came World War II, which gave a large boost to the development of PTFE (and many other technologies). Scientists working on the Manhattan Project faced the difficult problem of separating the isotope U-235 (which makes up about 0.7 percent of the element uranium in its natural state) from the far more plentiful but inert U-238. The method they settled on was gaseous diffusion, in which a gas is forced through a porous material. Since heavy molecules diffuse more slowly than light ones, multiple repetitions of the diffusion process will yield a gas enriched in the lighter isotopes. Gen. Leslie Groves, director of the Manhattan Project, chose Du Pont to design the separation plant. To make it work, the designers needed equipment that would stand up to the highly corrosive starting material, uranium hexafluoride gas, which destroyed conventional gaskets and seals. PTFE was just what they needed, and Du Pont agreed to reserve its entire output for government use. For security reasons PTFE was referred to by a code name, K 416, and the small production unit at Arlington, New Jersey, was heavily guarded. Despite the tight security and Du Pont’s efforts to control the polymerization process, the Arlington production unit was wrecked by an explosion one night in 1944. The next morning construction workers stood by while Army and FBI investigators looked for evidence of sabotage. Working with Du Pont chemists, they found that the explosion had been caused by uncontrolled, spontaneous polymerization that was detonated by the exothermic, or heat-releasing, decomposition of TFE to carbon and tetrafluoromethane. When the investigators left, the construction crews took over, working two 12-hour shifts a day. Within two months the unit had been rebuilt with heavy barricades surrounding it.
The Manhattan Project consumed about two-thirds of Arlington’s PTFE output, and the remainder was used for other military applications. It proved to be ideal for the nose cones of proximity bombs because it was both electrically resistive and transparent to radar. It was also used in airplane engines and in explosives manufacturing, where nitric acid would destroy gaskets made of other materials, and as a lining in liquid-fuel tanks, whose cold temperatures could make other linings brittle. When the Army needed tape two-thousandths of an inch thick to wrap copper wires in the radar systems of night bombers, it was painstakingly shaved off a solid block of PTFE at a cost of $100 per pound. The high cost was justified because PTFE did a job nothing else could do. When peace returned, Du Pont decided to go ahead with commercializing PTFE, since its manifold military uses had shown its great industrial potential. With its unmatched knowledge of polymers, the company was in a good position to take advantage of the postwar manufacturing boom. In 1944 the company had registered the trademark Teflon, probably suggested by the abbreviation TFE. The new substance was an ideal fit for Du Pont’s traditional marketing strategy, which was to shun the manufacture of commodity plastics and specialize in sophisticated materials that could command premium prices. Other materials with some of Teflon’s properties were available, but none were as comprehensively resistant to corrosion, and none of the lubricants or low-friction materials then in use were anywhere near as durable or maintenance-free.
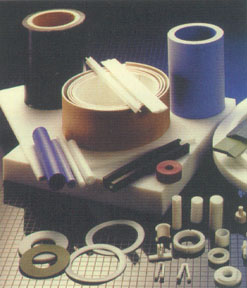
The company faced significant obstacles before it could produce large amounts of Teflon uniformly and economically. Company chemists had developed several ways to polymerize TFE, but the properties of the resulting product varied significantly from batch to batch. And nearly every step of the manufacturing process raised problems that no chemical manufacturer had faced before. Equipment had to withstand temperatures and pressures beyond previous limits. Even a minute quantity of oxygen would react with the gases used as raw materials, fouling the process lines and valves. After the synthesis was completed, fabricating Teflon into useful articles raised another set of difficulties. Its melting point was so high that it could not be molded or extruded by conventional methods. A further problem was caused by the very properties that had made Teflon so valuable to begin with. Chemistry students like to joke about the inventor who isolates a substance that will dissolve anything, then cannot find a container to hold it. With Teflon, Du Pont’s chemists faced the opposite problem: How do you make the greatest nonstick substance ever invented bond to another surface? Research led to the production of Teflon in three basic forms: granules, a fine powder, and an aqueous dispersion. Borrowing the technique of sintering from powder metallurgy, Teflon was compressed and baked into blocks that could be machined into the required shape. In this process the application of heat did not actually melt the Teflon, but it softened the microscopic granules and made them stick together when pressed. Powder could also be blended with hydrocarbons and cold-compressed to coat wires and make tubing. Aqueous dispersions were used to make enamels that could be sprayed or brushed onto a surface and then baked in place. Another technique involved etching the surface of a piece of Teflon with specially formulated solvents that extracted some of the fluorine atoms. These solvents left behind a thin, carbon-rich surface layer to which conventional adhesives could bond. Yet another solution was to implant fine particles of silica in the Teflon, creating a rough “sandpaper surface” that would also accept adhesives. This method was not as effective as chemical etching, but it was adequate for some purposes. Du Pont chemists also developed fluorocarbon resins that would stick to both Teflon and metal surfaces. And of course, sheets of Teflon could be attached to other items with screws, bolts, clamps, and other mechanical fasteners. Machine parts requiring a uniform coating could be immersed in a “fluidized bed”—a layer of Teflon powder that was agitated with a stream of air until it behaved like a liquid. The item to be coated was first heated to 650 degrees Fahrenheit and then dipped in the fluidized bed for a second or two. After the excess powder was blown off, a film of one to two thousandths of an inch was left behind. As with other methods, repeated applications were often required to get a thick enough film. This method was especially useful with irregularly shaped mechanical components, such as valves and rotors, as well as with small items like ball bearings. By 1948 Du Pont had made enough progress to prepare for full-scale production. Two years later the company’s first commercial Teflon plant, designed to produce a million pounds a year, went on line at the Washington Works, on land once owned by George Washington near Parkersburg, West Virginia. Du Pont stepped up its efforts to market Teflon for industrial applications, promoting the use of tape and sheets for insulation in many kinds of electrical equipment. Teflon was also used for gaskets, packings, valve components, pump components, bearings, sealer plates, and hoppers. To help users understand the polymer’s unusual properties and tricky fabrication requirements, Du Pont sent out a team of scientists to advise customers on integrating Teflon into their production processes. Members of the research, manufacturing, and sales staff met regularly to compare notes. Within a year Teflon was also being used in commercial food processing. Du Pont saw the potential for expansion in this field but decided to proceed slowly. In bread manufacturing, rollers were coated with Teflon to keep dough from sticking. Teflon-lined bread pans and muffin tins became standard equipment in many bakeries. Teflon coatings also stopped dough from sticking to cookie sheets and reduced the number of damaged cookies that had to be thrown away. In candy factories Teflon coated conveyor belts, hooks for pulling taffy, and the cutting edges of slicing machines. In all these applications, Teflon proved much more effective than the old method of coating the surface with oil or grease. A 1953 Du Pont television commercial showed a Teflon-coated bread pan and boasted that it had “baked 1,258 loaves of bread and ... never had a drop of grease in it.” The first draft of the script for this ad also predicted that frying pans would be coated with Teflon in the future, but that line was deleted before the commercial was filmed. Du Pont was reluctant to market Teflon-coated cookware for home kitchens because of concerns that misuse might lead to injuries and lawsuits. Until the company could be sure that Teflon was absolutely safe in untrained hands, it preferred to stay with industrial users. Nylon, another Du Pont product, had become a great success in consumer products, but it was not subjected to the extreme conditions that Teflon cookware would encounter. Du Pont’s tests showed that while Teflon could withstand brief exposure to temperatures as high as 1,000 degrees Fahrenheit, it began to soften at 620 degrees Fahrenheit. This was no problem for baking pans, which are rarely subjected to temperatures above 500 degrees, but it could potentially cause problems with pans used on stovetops. Researchers found that at high temperatures, small quantities of gaseous decomposition products were released. Because some of these gases were toxic and might cause temporary flu-like symptoms, adequate ventilation was required. Although the fumes given off by overheated Teflon pans were less toxic than those given off by heated cooking oil or butter, Du Pont decided to proceed with caution. Even as late as 1960 the company sold less than 10 million pounds of Teflon per year, with receipts of a piddling (by Du Pont standards) $28 million. Expanding consumer uses would be the key to boosting sales, but Du Pont had to convince itself that Teflon was harmless before selling it to the housewives of America. While Du Pont hesitated, an enterprising French couple took matters into their own hands. Marc Grégoire, an engineer, had heard about Teflon from a colleague who had devised a way to affix a thin layer of it to aluminum for industrial applications. The process involved etching the aluminum with acid to create a microscopically pitted surface, covering the surface with Teflon powder, and heating it to just below its melting point, which caused it to interlock with the aluminum surface.
Grégoire, an avid fisherman, decided to coat his fishing gear with Teflon to prevent tangles. His wife, Colette, had another idea: Why not coat her cooking pans? Grégoire agreed to try it, and he was successful enough to be granted a patent in 1954. The Grégoires were so happy with the results that they set up a business in their home. Starting around 1955, Marc coated pans in their kitchen and Colette peddled them on the street. French cooks, despite their customary reverence for tradition, snapped them up. Encouraged by this reception, the Grégoires formed the Tefal Corporation in May 1956 and opened a factory. Soon afterward France’s Conseil Supérieur de l’Hygiene Publique officially cleared Teflon for use on frying pans. The Laboratoire Municipale de Paris and the École Supérieur de Physique et Chimie also declared that Teflon-coated cookware presented no health hazard. In 1958 the French ministry of agriculture approved the use of Teflon in food processing. That same year the Grégoires sold one million items from their factory. Two years later sales approached the three million mark. Du Pont executives, who were aware of these developments in France, decided to seek the approval of the U.S. Food and Drug Administration (FDA) for wider use of Teflon in cooking and food processing. The company tested frying pans and other cooking surfaces under conditions even more rigorous than those used in France. Du Pont’s researchers concluded that utensils coated with Teflon were “unquestionably safe” for both domestic and commercial cooking. In January 1960 the company gave the FDA four volumes of data, collected over nine years, on the effects of Teflon resins in food handling. Within a few months the FDA decided that the resins did not “present any problems under the Food Additives Amendment.” Despite the favorable FDA decision, Du Pont continued to move slowly, since marketing Teflon-coated cookware was not a high priority. Then one man’s enthusiasm nudged Du Pont into action.
Thomas G. Hardie was an American who admired French culture. After graduating from college, he served in the military, worked for the Marshall Plan in Paris, and became a foreign correspondent for an American newspaper chain. Then he entered his family’s business, Nobelt, a Maryland firm that makes textile machinery. During a business trip to France in 1957 or 1958, Hardie met Marc Grégoire at a party on the Left Bank. The Frenchman enthusiastically told Hardie about his business and the factory he was building in a Paris suburb. Hardie was intrigued by Grégoire’s tale of the fast-selling cookware. After Hardie went home to Maryland, he decided that the popular French pans would sell in the United States too. He went back to Paris to meet with Grégoire, who was reluctant to do business with an American because he didn’t trust Yankees. But Hardie was very persuasive and eventually won Grégoire’s confidence. With visions of quick success, he returned to the States with the rights to manufacture nonstick cookware using Tefal’s process. During the next two years Hardie called on many American cookware manufacturers, trying to persuade them to make Teflon-coated pans. He had no success because the idea of nonstick pans was simply too new. All these rejections turned Hardie’s business venture into a personal crusade. Although he had no experience in the import business, he cabled the French factory to ship him 3,000 Tefal pans, which he warehoused in a barn on his sheep farm in Maryland. He sent free sample pans, along with promotional literature, to housewares buyers at 200 department stores. Not one of them placed an order.
Next Hardie met with an executive at Du Pont in Wilmington, Delaware. By describing the success of nonstick pans in France, he was able to convince the executive that cookware could be a valuable new market. When the executive objected that the name Tefal was too close to Teflon, Hardie agreed to market his imported French pans under the name T-fal. Later a Du Pont salesman was assigned to accompany Hardie on a visit to Macy’s in New York City. There, in a tiny basement office, a buyer named George Edelstein placed a small order. Hardie was so excited that he sent a victory cable to the French factory. On December 15, 1960, during a severe snowstorm, the T-fal “Satisfry” skillets went on sale for $6.94 at Macy’s Herald Square store. To almost everyone’s amazement, the pans quickly sold out. Shortly afterward Hardie made his second sale when he telephoned Roger Horchow, a buyer for the Dallas department store Neiman Marcus. Horchow agreed to test a sample skillet even though his store didn’t have a housewares department. He gave the skillet to Helen Corbitt, a cookbook editor who ran a popular cooking school in Dallas. Corbitt loved it, prompting Neiman Marcus to place a large order and run a half-page newspaper advertisement. The store sold 2,000 skillets in a week. Hot-chow later recalled, “Skillets were piled up, still in the shipping crates, as in a discount house, with the salesladies handing them out to customers like hotcakes at an Army breakfast.” The news spread to other department stores. Buyers jumped on the nonstick bandwagon, and Hardie was swamped with orders. The inventory in Hardie’s barn was quickly exhausted. He phoned France daily to ask for more pans, but the French plant couldn’t work fast enough to supply both sides of the Atlantic. Hardie flew to France to press his case with Grégoire. He even lent Tefal $50,000 to expand its facilities, but it still could not meet the American demand. To cope with the avalanche of orders, which reached a million pans per month in mid-1961, Hardie built his own factory in Timonium, Maryland.
Unfortunately for him, around the same time, several major American cookware companies decided that the time was right to start making Teflon pans. Suddenly the market was saturated with nonstick cookware. Because the American companies had no experience with Teflon coatings, much of it was inferior to the French product, and nonstick pans soon acquired a bad name. Just as quickly as the U.S. demand for nonstick pans had soared, it plummeted, and warehouses were filled with unsold stock. Hardie sold his factory and focused on his family’s business. (T-fal cookware, the standard of quality in the, early 1960s, is still being manufactured and is sold in stores in the United States and abroad.) Despite the problems with early Teflon cookware, Du Pont’s managers still believed that it had enormous potential. So the company commissioned some research. Six thousand consumers, along with a sampling of professionals in the cookware business, were asked what was wrong with Teflon products. The respondents overwhelmingly liked the idea of Teflon cookware; the problem lay with faulty production methods that turned out shoddy pans whose coatings scraped off much too easily. Du Pont knew that cookware could be more than just a way to sell lots of Teflon. It could also be an invaluable marketing tool, a vehicle to familiarize vast numbers of consumers with Teflon and its properties. Conversely, low-quality merchandise could only harm the product’s reputation. As a result the company established coating standards for manufacturers and initiated a certification program, complete with an official seal of approval for Teflon kitchenware. To verify compliance with its standards, Du Pont performed more than 500 tests per month on cookware at its Marshall Laboratories in Philadelphia. The Du Pont certification program was so successful that a marketing survey in the mid-1960s found that 81 percent of homemakers who had purchased nonstick pans were pleased with them. By 1968 Du Pont had developed Teflon II, which not only prevented food from sticking to the pans but was also (supposedly) scratch-resistant. Later generations of Teflon cookware, with thicker coatings and improved bonding, would be introduced under the trade names Silverstone in 1976 and Silverstone Supra in 1986. As Teflon became better known to consumers, rumors began to circulate that it was unsafe. Tales sprang up about how Teflon had caused the mysterious deaths of unidentified workers. In other versions users of nonstick cookware had suffered the flu or seizures after breathing Teflon fumes. Industrial safety bulletins and at least one medical journal warned readers of Teflon’s supposed dangers.
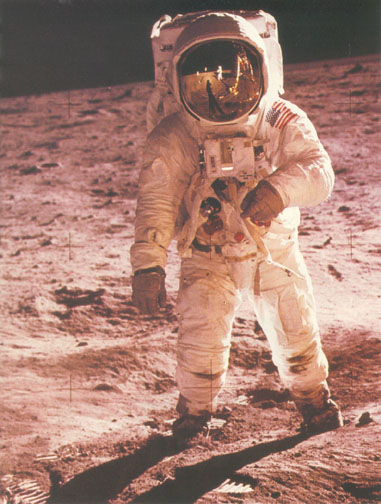
Whenever one of these false reports came to Du Pont’s attention, the company demanded a published retraction. It also published a booklet called The Anatomy of a Rumor that summarized the results of research carried out at Du Pont and elsewhere. In addition, Du Pont tried to set the record straight by acknowledging whatever minor problems could be documented. The company admitted that there had been isolated incidents of “polymer fume fever,” which produced symptoms similar to those of influenza for a brief period but had no lasting effects. It also acknowledged at least one case of a worker suffering “the shakes” after smoking cigarettes that might have been contaminated with Teflon dust. In fact, as early as 1954 Du Pont had instructed its employees not to smoke or carry cigarettes with them while working with Teflon. However, no serious illnesses or injuries had ever been linked to Teflon. When Teflon cookware was introduced, many national magazines printed articles about the new products. Most discussed the safety issue, and several mentioned the rumors, but none gave any credence to the gossip. Nevertheless, Consumer Reports got so much mail about the rumors after a 1961 article that the editors had to print a second article refuting them again. As late as 1973 Consumer Reports was still receiving mail on the “old bugaboo about nonsticks,” prompting the editors to publish yet another article emphasizing that they knew of “no consumer illnesses resulting from... nonstick cookware in ordinary home use.” As nonstick cookware became accepted, Teflon made the transition from a low-volume specialty material used chiefly in industry to a mass-market consumer item. Today Teflon is used to insulate fabrics in tablecloths and carpets and to coat the surfaces of steam irons. Teflon plumbing pipes and valves can be found in many new homes; Teflon flakes add toughness to nail polish. In fiber form, as part of the fabric known as Gore-Tex, it is beloved by campers and skiers for its ability to insulate while wicking moisture from the skin. It can also be found in pacemakers, dentures, medical sutures, artificial body parts, printed circuits, cables, space suits, and thousands of other manufactured products. The surest sign of the slippery material’s success is its adoption as a slang term in political discourse, where Teflon is used to describe an officeholder who unaccountably remains popular despite having opinions with which one disagrees. While the discovery of Teflon was unplanned, the rest of its story is anything but accidental. Plunkett’s training in fluorine chemistry allowed him to recognize what he had found and to analyze its properties, a byway he might not have been able to explore in a smaller firm. When the project grew beyond laboratory scale, he knew he could hand it off to other departments with confidence. Du Pont had the knowledge base to find ways of producing the monomer cheaply enough, controlling the polymerization, applying the useful but hard-to-handle polymer to industrial use, and making sure that consumer products were durable, safe, and reliable. Large research groups can have their disadvantages, but in the case of Teflon, Du Pont’s size was a critical ingredient in its success. Anne Cooper Funderburg is a freelance writer in Mandeyule, Louisiana, who writes about all facets of American history.
|